



1、销售一部:铸铁平台 铸铁件 铸钢件
王小姐:0317-8198662
2、销售二部:大理石平台 大理石构件
张小姐:0317-8191000 13703332811
3、销售三部:塞规环规 通止规 检具
赵小姐:0317-8192056
4、其他量具
赵女士:0317-8192080
5、投诉热线:0317-8192056 15076798908
公司传真:0317-8192685
公司网址:www.xcglj.com
地址:河北省沧州市泊头市交河镇北孟庄村
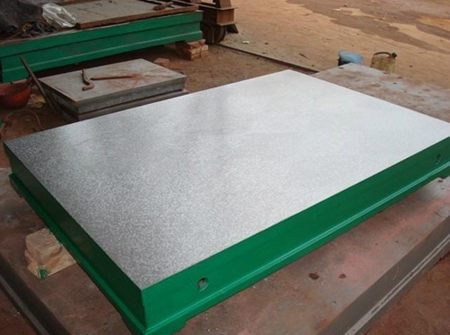
机床铸件冷裂的产生分析以及工艺特点
发布时间:2022-04-22 12:40
一、机床铸件冷裂的产生分析
机床铸件铸造生产经常要用的材料有各种金属、焦炭、木材、塑料、气体和液体燃料、造型材料等。所需设备有冶炼金属用的各种炉子,有混砂用的各种混砂机,有造型造芯用的各种造型机、造芯机,有清理大型床身铸件用的落砂机、抛丸机等。还有供特种铸造用的机器和设备以及许多运输和物料处理的设备。对于热裂一般是在凝固末期,金属处于固相线附近的高温时形成的。其形状特征是裂缝短,缝隙宽,形状曲折,缝内呈氧反应颜色。机床铸件结构不合理,合金收缩大,型(芯)砂退让性差以及铸造工艺不合理等均可引发热裂。钢和铁中的硫、磷降低了钢和铁的韧性,使热裂倾向增大。热裂的防止去合理地调整合金成分,严格控制钢和铁中的硫、磷含量,合理地设计铸件结构,采用同时凝固的原则和改进型(芯)砂的退让性,都是防止热裂的措施。
机床铸件在凝固和冷却过程中要发生体积收缩或膨胀,这种体积变化往往受到外界和铸件各部分之间的约束而不能自由地进行,于是便产生了铸造应力。如果产生应力的原因去除后,铸造应力随之去除,这种应力叫做临时铸造应力。如果产生应力的原因去除后铸造应力仍然存在,这种应力叫做铸造残留应力。大型床身铸件在凝固和随后的冷却过程中,由于壁厚不同,冷却条件不同,其各部分的温度和相变程度都会有所不同,因而造成床身铸件各部分体积变化量不同。如果此时铸造合金已经处于弹性状态,铸件各部分之间便会产生相互制约。铸造残留应力往往是这种由于温度不同和相变程度不同而产生的应力。
机床铸件壁厚尺度差通常可降低,在图样上选用公役等级代号标示,如GB6411-CT10.当要约束错箱值为,应标出较大错箱值。如GB/T6411-19-较大错箱值1.0.
由于机床铸件产生缺陷的原因是多方面的和复杂的,有些缺陷是由多个因素引起的,故不容易划分各自应承担责任的百分比。为了解决由于划分不公开器争端,应该加强中间检查,应对各道工序的质量(特别是主要工艺参数和执行操作规程的情况)进行严格的控制,从而确定个人或小组质量责任,例如质控站按规程抽查砂型的性能,如果不符合标准的规定,就应当根据超过标准的百分数来衡量配置砂型者的工作质量,并据伺来决定惩罚的程度。铸铁件质量对机械产品的性能有很大影响。铸铁件的质量包括外观质量、内在质量和使用质量。
机床铸件的外观质量指机床铸件表面粗糙度、表面缺陷、尺寸偏差、形状偏差、重量偏差;内在质量主要指机床铸件的化学成分、物理性能、机械性能、金相组织以及存在于机床铸件内部的孔洞、裂纹、夹杂、偏析等情况;使用质量指铸铜件在不同条件下的工作长时间能力,包括不易磨损、不易腐蚀、耐激冷激热、疲劳、吸震等性能以及被切削性、可焊性等工艺性能。
机床铸件冷裂的产生分析:
1、冷裂是机床铸件冷却到低温处于弹性状态时所产生的热应力和收缩应力的总和,如果大于该温度下合金的强度,则产生冷裂。
2、冷裂是在较低温度下形成的,其裂缝细小,呈连续直线状,缝内干净,有时呈轻微氧反应色。壁厚差别大、形状复杂的铸件,尤其是大而薄的铸件易于发生冷裂。
3、冷裂这样去防止凡是减小机床铸件铸造内应力或降低合金脆性的措施,都能防止冷裂的形成。钢和铸铁中的磷能显著降低合金的冲击韧性,增加脆性,容易产生冷裂倾向,因此在金属熔炼中严格加以限制。
二、机床铸件的工艺特点
机床铸件是生产零件毛坯的主要方法之一,特别是对于某些脆性金属或合金材料的零件(例如各种铸铁零件,有色合金机床铸件等),机床铸件几乎是处理方法。与其他加工方法相比,机床铸造工艺具有以下特点:
1)机床铸件可以不受金属材料,尺寸和重量的限制。机床铸造材料可以是各种铸铁,铸钢,铝合金,铜合金,镁合金,钛合金,锌合金和各种特殊合金材料;机床铸件可以小到几克,大到数百吨。机床铸件壁的厚度可以从0.5毫米到1米;机床铸造的长度可以从几毫米到十多米。
2)机床铸件可以生产各种形状的复杂毛坯,特别适合于生产具有复杂内腔的零件,例如各种箱体,圆柱体,叶片,叶轮等。
3)机床铸件的形状和尺寸可以非常接近零件,从而节省了金属材料和切削时间。
4)机床铸件通常使用多种原材料,并且机床铸件成本较低。
5)机床铸造工艺灵活,生产率高。它可以手动生产或机械化。
相关产品
|
相关动态
|