





1、销售一部:铸铁平台 铸铁件 铸钢件
王小姐:0317-8198662
2、销售二部:大理石平台 大理石构件
张小姐:0317-8191000 13703332811
3、销售三部:塞规环规 通止规 检具
赵小姐:0317-8192056
4、其他量具
赵女士:0317-8192080
5、投诉热线:0317-8192056 15076798908
公司传真:0317-8192685
公司网址:www.xcglj.com
地址:河北省沧州市泊头市交河镇北孟庄村
机床铸件发生变形的几种因素与变形原因
发布时间:2022-05-24 10:29
{一}、大型机床铸件发生变形的几种因素
造成大型灰铁铸件发生变形的因素很多,具体来讲有以下几点:
一、铸造模具所处环境使得铸造模具变形导致机床铸件等大型灰铁铸件变形,如铸造模具放置的地面倾斜或凹凸不平;
二、机床铸件等大型灰铁铸件冷去过程中产生的铸造应力超过了材料在该温度下的屈服强度,产生残留变形;
三、铸造工艺不规范导致机床铸件等大型灰铁铸件铸造时外界环境骤变导致大型灰铁铸件变形,例如,温度骤热骤冷使大型灰铁铸件冷却不均匀造成变形;
四、机床铸件使用不当造成变形。例如:使用中,碰撞、压砸、摔打,超重工件长时间对机床铸件重压造成机床铸件的变形。
五、机床铸件在运输过程中,吊装过程操作不当造成机床铸件滑动,重心发生偏移,造成机床铸件变形。
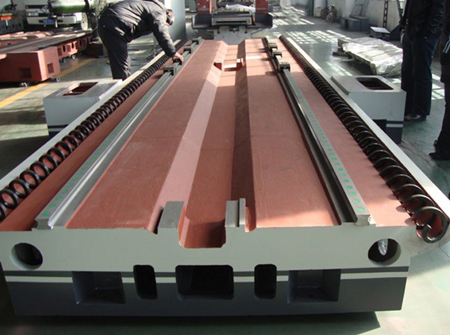
轴承磨床床身铸件属于大型薄壁类零件,铸件的质量周界商在1300一1800之间,较大尺寸为2400mmx1280mmx700mm。在采用消失模铸造过程中,根据干砂定型原理和消失模铸造过程的气体控制技术,结合浇注系统大孔出流理论,及金属液体在消失模铸造型腔中的有阻流动过程的温度变化分析,确定采用顶注多点分流式浇注系统,通过大流量快浇注,砂型中具有合理的压差,实现浇注过程中流场、压力场、温度场的合理分布,确定铸件的品质。
对于数控机床的维护也是很重要的,数控维修人员、操作人员及管理人员应共同做好这项工作铸造金属是指铸造生产中用于浇注大型机床铸件的金属材料,它是以一种金属元素为主要成分,并加入其他金属或非金属元素而组成的合金,习惯上称为铸造合金,主要有铸铁、铸钢和铸造有色合金。金属熔炼不仅仅是单的熔化,还包括冶炼过程,使浇进铸型的金属,在温度、学成分和净度方面都符合预期要求。为此,在熔炼过程中要进行以控制质量为目的的各种检查测试,液态金属在达到各项规定指标后方能允许浇注。有时,为了达到要求,金属液在出炉后还要经炉外处理,如脱硫、真空脱气、炉外精炼、孕育或变质处理等。熔炼金属常用的设备有冲天炉、电弧炉、感应炉、电阻炉、反射炉等。
{二}、大型机床铸件变形的原因有哪些?
大型机床铸件在高温下浇注,在凝固冷却过程中,因温度下降而产生收缩和发生相变,如收缩和相变受到阻碍,便会在铸件中产生铸造应力。铸造应力按其形成原因可分为热应力、相变应力和机械阻碍应力三种。铸造应力是热应力、相变应力和机械应力三者之和。常用的去除应力的方法如下:
一、自然时效法自然时效去除应力效果好,但要达到去除残余应力的目的,就要使铸件长期暴露的空气中数年。长时间的放置全部不适合现代企业生产,一般不予采用。
二、热时效法热时效能去除应力,但对设备成本高、耗能高,根据时效窑的功率不同一般需要30h以上。是普通使用的去除残余应力的工艺方式。但在能源日益紧张的情况下,也不适合应用,而且其经济成本高,不符合企业生产的综合经济效益。所以需要寻找一种能够替代热时效的工艺方法。
三、振动时效法振动时效的实质是以振动的形式给工件施加附加应力。当附加应力与残余应力叠加后,达到或超过材料的屈服限时,工件发生微观或宏观的塑性变形,从而降低和均化工件的残余应力,从而使工件几何尺寸稳定。该工艺方法耗能低、设备简单使用方便,目前普遍应用。
机床铸件材料大多选用灰铁铸铁材质,也有少量的铸钢机床铸件,现代机床铸件设计中用结构钢焊接的床身比例逐渐上升。机床铸件有良好的尺寸稳定性,用来做机床铸件不宜变形,有利于长期保持机床精度。
相关产品
|
相关动态
|

